There are many different types of printing which we can use to give your packaging the look you require. What print is suitable for your boxes depends on the look you are trying to achieve, the quantity you are ordering and the materials you have chosen.
Below are descriptions of different printing processes and what they are best suited to.
Things you need to consider
What you want your packaging to look like
The quantity of boxes you require
Smooth, tactile or textured finish
The number of colours required
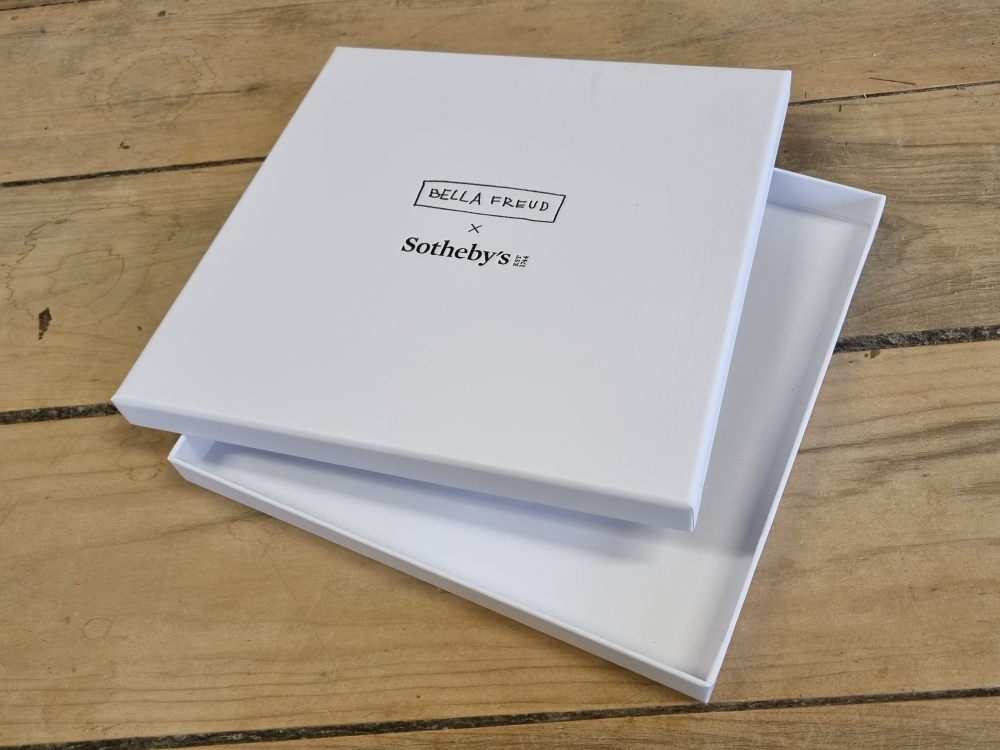
Foil Blocked Boxes
Foil blocking is perhaps the most popular choice for our customers as it can give a high class look but the costs are actually quite low. We can provide most foil blocking ourselves using our own foil blocking machine so this keeps costs and waiting times down. Foil blocking is quite a simple process where foil is pressed onto the surface of the paper using a combination of heat, pressure and length of dwell. The foil is applied to the paper before it is wrapped around the box, so although there is some depth to the impression it is normally only quite subtle. We have a few standard colours, gloss white and black, silver, gold and satin gold. Although we can order specific colours upon request the choice of colours is quite small.
Top Tip
Foil blocking onto a stock paper is ideal for small quantity runs of boxes. If it is simple then we can foil in house to keep costs low. More difficult foiling can be outsourced but this is usually more expensive.
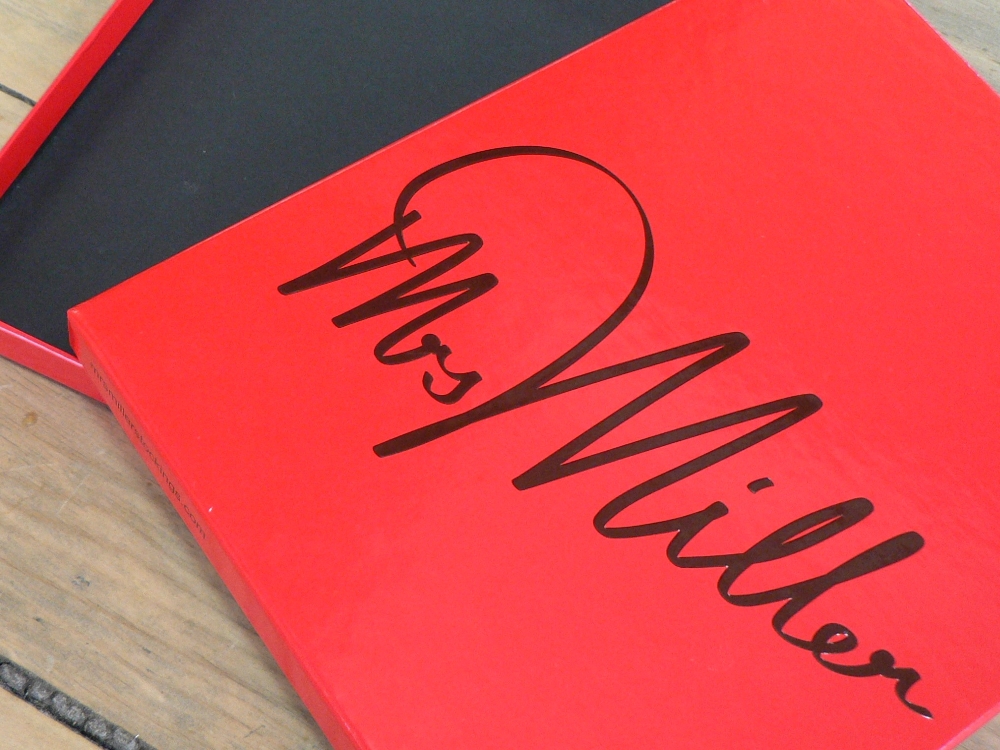
Debossed Boxes
Debossing is the process where we can put quite a heavily pressed logo on top on our boxes. We use the same machine that we use for foil blocking but rather than putting the logo onto the paper before it is wrapped, we cover the box and the logo is put on as the final process. This means that the logo is debossed onto a material which is normally between 1 and 2mm thick so we can use a higher pressue for a deeper impression. We can do this with or without foil, if it is without foil we refer to this as a blind debossing. For more information on debossing, please see our blog post.
Top Tip
Blind debossing is without foil so is very subtle. It works better on bolder designs and will show up better on a more glossy material as the edges of the deboss catch the light.
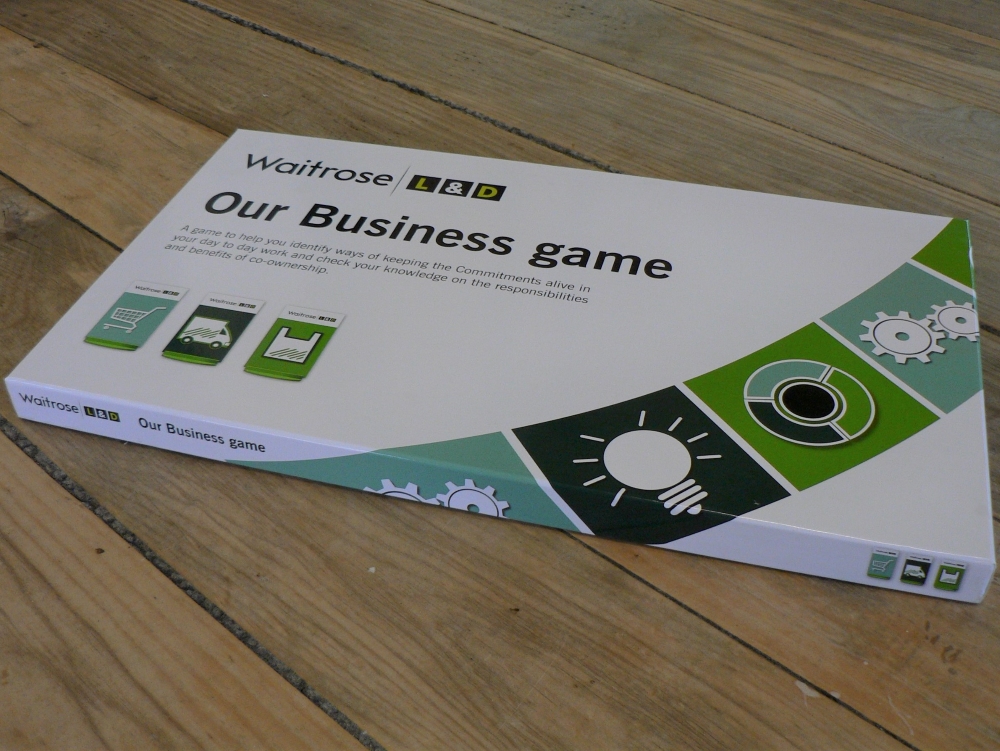
Litho Printed Boxes
This is possibly the most widely used type of print with it’s common applications being books, food packaging, glossy magazines and leaflets. There is full flexibility of colours and designs including matching Pantone references and special colour inks. Litho print offers the highest accuracy and quality of printing but is suited to print runs of at least 1000 due to set up costs involved. These sheets can be sealed with a varnish, UV coating or lamination to give a glossy or matt finish.
Top Tip
Litho printing is made from a mixture of 4 colours of ink, cyan, magenta, yellow and black (CMYK – where K refers to black) There are also special pantone and special gold and fluorescent inks available.
Digitally Printed Boxes
Digital printing is catching up with Litho printing on quality with most people unable to see much of a difference between the two! It isn’t as robust as litho print so it often needs to be laminated to prevent it from rubbing off in vulnerable areas on the outside of a box. If you don’t want it laminated then printing a small area is better. It is also possible to print white ink onto dark shades of paper. Due to lower setup costs digital printing is generally suitable for small runs from between 50 and 500.
Top Tip
Ideal for smaller quantities and it is also easy to have a mix of different designs and varieties within the run.
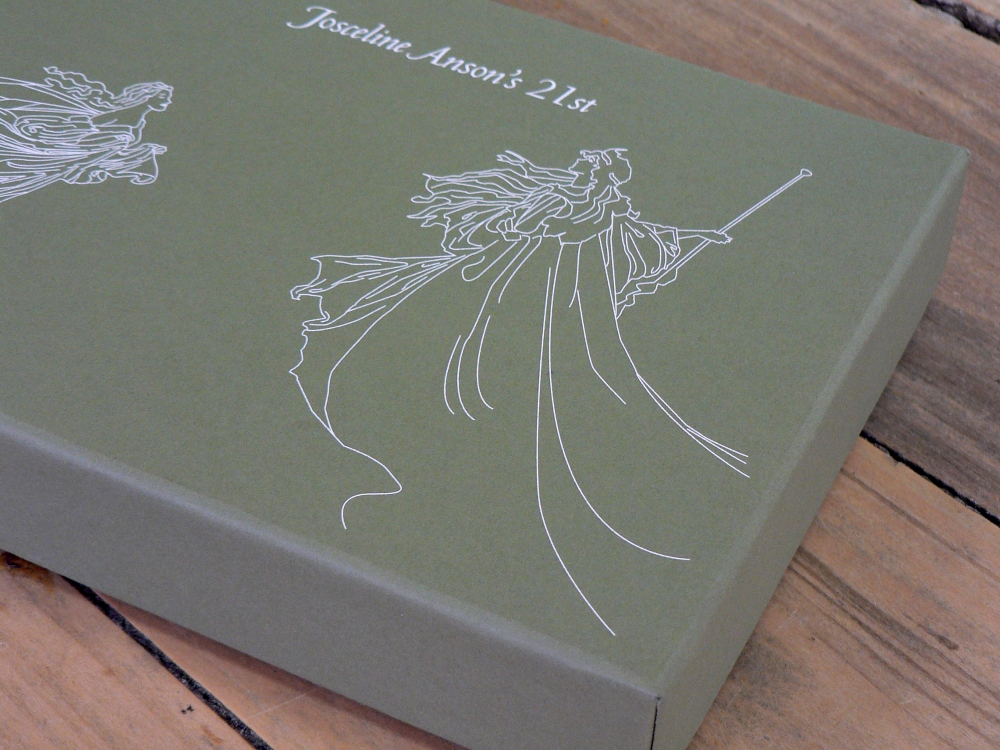
Screen Printed Boxes
This is used for printing single block colours onto almost any material, we normally use it to print onto coloured paper as the colour of the ink is not affected by the material it is being printed onto. Each screen prints one colour at a time and these can be layered to produce multi coloured prints but gradient tints cannot be achieved. Generally screen printing is better on low quantity runs of between 50 and 500. I have written more about screen printing on our blog.
Top Tip
Generally screen printing is a matt finish but a high gloss and even texture can be added but that is normally requires a second run.
Ready to order?
Contact our team and we’ll send you a bespoke quote for your order or take a look at our Product Catalogue.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.